












2018-07-18 by Jun Tai
1.平面磨床首要改造簡介
機床原有垂直進給、前后進給是由手搖進給和快速電動進給兩部分組成,經過T牙絲桿副、滾珠框導軌、蝸輪蝸桿副、交流齒輪、交流電動機和手輪完結的。其結構非常繁瑣,數控化改造后,手搖安排去除,將T牙絲桿副改換成我公司出產的滾珠絲桿副,將原有的快速進給交流電動機替換成交流伺服電動機, 側重新制作了與電動機匹配的蝸輪蝸桿箱,完結垂直進給、定位和自鎖,手動進給可以經過數控系統手脈進行,經過打表測量, 現在兩軸的定位精度和重復定位精度都分別不大于0.006mm和0.005mm。
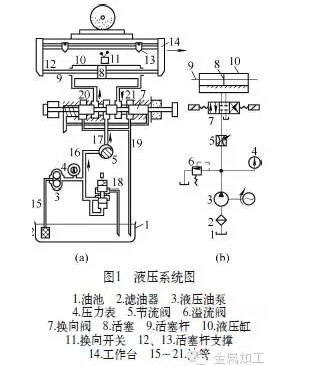
2. 原有液壓系統作業臺運動描繪及參數
原有液壓系統是老式平面磨床標配的液壓系統, 多年前PLC技術或者是數控技術展開的不是很老到,這樣的系統選用的是液動方法,特別是作業臺往復運動,換向很不安穩,沖擊力大。配備了一臺功率為4kW、轉速為2 900r/min、流量為90L/min 的螺桿泵, 螺桿泵將油從油箱里抽出,經過網式濾油器2,經過溢流閥18調整其壓力(1.2~ 1.5MPa)后進入開停調速閥17、換向閥7再進入到液壓缸的左右腔, 帶著作業臺左右運動, 如圖1所示。油管內徑為42mm, 液壓缸直徑為63mm,活塞桿直徑為35mm,液壓缸的有用面積為:(31.5×31.5-17.5×17.5) ×3.14=2 154mm2,整個液壓缸長度為2 200mm, 理論最大速度V=Q/S=90 000/(31.5×31.5- 17.5×17.5)×3.14=4 180cm/min =41.8m/min。設備的正常作業速度在20m/min,應該說原有配備是比較殷實的。
3. 改造后的液壓系統功用及參數
電液技術的加快融合。微電子技術的飛速展開,為液壓技術的行進注入了新活力,液壓器件是機電一體化的重要接口器件, 我們將其液壓系統改為現在廣泛運用的外置電液換向結構及電液比例調速方法。液壓系統除液壓缸與活塞桿之外, 其他全部替換,滿足了平面磨床精磨時作業臺運動換向輕松、平穩性好、精度高和可靠性好的要求。
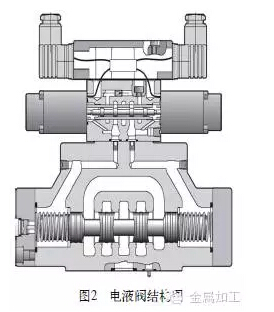
電液換向電液閥(見圖2) 由一只二一般開電磁閥、一只二一般閉電磁閥等組合而成,在管道運送介質過程中,當需求打開閥門時, 由計算機宣告閥門打開信號, 常開電磁閥通電( 關閉),同常常閉電磁閥通電(打開)。這時,由上游通向主閥膜片上的腔室通道被截止,主閥膜片上腔室通向下賤的通道被導通。此時,膜片下部的壓力高于上部壓力,主閥膜片上的腔室的介質經過常閉電磁閥通道排向下賤管道,主閥被翻開。壓力油經過主閥進入液壓缸,反之亦然。
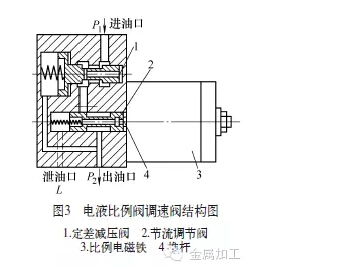
電液比例閥調速閥( 見圖3):當液壓油從P1口調速閥后, 經過定差減壓閥1(壓力預先設定后)進入節約調度閥腔2,假設比例電磁鐵流量控制電磁線圈沒有輸入電流,則節約閥芯軸因彈力而關閉,所以出口P2并沒有液壓油流出,液壓無法動作,若流量控制電磁線圈有輸入電流(電流的大小由PLC輸出信號,經過擴展板擴展后效果到線圈上)時就會發作向左的推力而將節約調度閥軸翻開一個開度,出口L即會出油,此節約閥軸的開度會根據輸入電流的大小而發作改動,輸入電流越大則發作的推力越大, 此開度會變大,這表示可經過的流量越多,所以可根據輸入電流的大小來調整經過流量的多少進而控制作動器的速度快慢。有的電液比例閥調速閥對壓力也有一定的控制,設計時也可以電控, 調速線性好,精確度高。比例閥的展開首要在頻寬的增大及控制精度的前進上,以期功用挨近伺服閥。一同,比例閥又沿著規范化、模塊化及廉價的方向展開, 以促進其運用。
作業臺的快進運動速度擬定為22m/min(完全可以抵達工藝要求),設備的作業壓力仍在壓力(1.2~1.5MPa),根據這要求選定液壓泵的流量。
快進階段的液壓缸流量: q=A·v k=2 154×25/1 000=47.38 L/min,進行預算。由于系統流量較小,故取泄露系數K=1.3,則液壓泵供油流量約62L/min。
斷定液壓泵: 液壓泵是液壓系統的動力元件,靠電動機驅動,從液壓油箱中吸入油液,構成壓力油排出,送到實行元件的一種元件,液壓泵的大小、選擇合理與否直接影響到整個液壓系統的壓力、流量和速度。液壓泵現在在機床上用得多的為齒輪泵、柱塞泵和葉片泵。齒輪泵體積較小,結構較簡略,對油的清潔度要求不嚴,價格較廉價;但泵軸受不平衡力,磨損嚴峻,泄露較大;柱塞泵容積功率高、泄露小、可在高壓下作業、大多用于大功率液壓系統但結構凌亂, 資料和加工精度要求高、價格貴、對油的清潔度要求高;葉片泵分為雙效果葉片泵和單效果葉片泵,這種泵流量均勻、作業平穩、噪聲小、作業壓力和容積功率比齒輪泵高、結構比齒輪泵凌亂。這次我們根據壓力、速度歸納考慮,選著了葉片泵。
擬初選液壓泵的轉速為n1=1 000r/m i n,泵的容積功率ηv=0.8,則可算得泵的流量參考值為
Vg=1 000qv/(n1·ηv)=77.5 L/min
根據以上計算結果查閱產品樣本, 選用規范相近的葉片泵YB1-1980,泵的額定壓力為6.3MPa,流量為80L/min,液壓泵電動機的選擇——最大功率出現在快退階段,已知泵的總功率為ηp=0.8,則泵的快退所需的驅動功率為:Pp= Vg×30(最高壓力)/600×0.8=5kW,所以電動機選5kW,三相異步6級電動機。
4. 改造后液壓系統原理圖(見圖4)及描繪
機床PLC宣告指令,液壓泵電動機發動, 壓力油經過濾油器、葉片泵進入主管道,雙位電磁溢流閥用來控制油路的主壓力和卸荷。機床不作業時,處于中位,液壓泵零負荷發動,電磁溢流閥的兩個電磁鐵分別和電液換向閥的電磁鐵同步得電,電壓為DC24V,當系統PLC指令DT0 得電時,電磁換向閥DT4一同得電,壓力油經過單向閥CIT-10、精密濾油器、進入電液比例調速閥后,由機床PLC宣告的0~10V 的控制電壓效果于電液比例調速閥的線圈,以此控制經過電液比例閥的壓力油流量,壓力油從比例閥出來后分兩路進入換向閥和以控制油路方法控制油路中的電磁換向閥,由于此時電磁換向閥DT4得電,控制液壓油經過A口進入換向閥的左端,使得主壓力油從P口流入到換向閥的A口, 進入液壓缸的左端,使得作業臺左移,液壓缸右端的回油從換向閥的B口流入到T口,經過背壓閥HCG-06回到油箱,反之原理相同。當設備磨削完工件后,作業臺需求間斷時,此時雙位電磁溢流閥7的兩線圈全部失電,壓力油直接回到油箱,整個液壓系統處于卸荷狀況,比例閥回到初始方位。
5.調試及運用過程中注意事項
比例調速閥運用了進油節約方法,需依靠背壓閥消除液壓缸寸動, 背壓閥在調試時找到壓力調定點,根據附表進行調度,原則上越低越好。
起步調試時,將電液比例閥的線圈脫離,手動調度電液比例閥頂端的調速旋鈕,將作業臺運動調至最低位時(臨界點),將線圈插上,此作業點則設為比例調速的最低速;常常清洗兩過濾器,避免影響油液壓系統中的流量和壓力油的清潔度。
6. 結語
改造后效果設備自動化程度較高故障率低,由電液換向和電液比例調度組合而成。不漏油,調速更加平穩,換向可靠性好、易保護,前進了設備作業功用。液壓系統的改造費用約1.5萬元,整個設備的數控化改造費用缺少5萬元(含數控系統費用),改造性價比仍是不錯的(注: 本文來源于2012ZX04011021《國產翻滾功用部件在中高檔數控機床上的演示運用》課題研討)。